Q&A
水道用鋼管の溶接方法について教えてください。
また, 溶接開先とは何ですか?
溶接とは, 2個以上の部材を接合される部材間に連続性があるように, 熱・圧力またはそれの両方によって一体にする操作のことです。
溶接継手は, 母材と同等以上の強度, 優れた気密性・水密性を有し, あらゆる形状・寸法に適用可能な継手で, 一体構造管路を構築します。(現場溶接作業状況:写真-1)


写真-1 現場溶接の状況
水道用鋼管の現場溶接の種類・方法・開先形状については以下の通りです。
1. 溶接法の種類
水道用鋼管の現場溶接法としては, 1.被覆アーク溶接, 2.ガスシールドアーク溶接(ミグ溶接・マグ溶接), 3.ティグ溶接などがあります。
(1) 被覆アーク溶接法
最も一般的な溶接法であり, 心線に被覆剤(フラックス)を塗装した溶接棒と母材との間に電圧をかけ, アークを発生させることで,
アーク熱(約5,000~6,000℃)で溶接棒と母材を溶かして接合する方法です。被覆剤はアーク熱により分解され, アークを安定化させるとともに,
ガスやスラグを発生させて溶解・凝固中の溶接金属を大気から遮断し, 酸素や窒素の侵入を防ぐ役割を果たします。
(2) ガスシールドアーク溶接法
被覆剤の代わりにノズルからガスを供給して溶融金属を保護する方式です。シールドガスとしてアルゴンやヘリウムのような不活性ガスを使う方式をミグ(MIG ; Metal Inert
Gas)溶接法と呼び, 炭酸ガスや混合ガスなどの活性ガスを用いる方式をマグ(MAG ; Metal Active Gas)溶接法と呼びます。自動溶接ではこれらの方法が採用されています。
(3) ティグ溶接法
タングステン電極(不溶性)と母材間にアークを発生させ, 溶加棒を溶かして溶接する方法です。シールドガスとしては不活性ガスを用いるため, ティグ(TIG ; Tungsten Inert
Gas)溶接法と呼ばれます。入熱量が小さく, ステンレス鋼の溶接に広く採用されています。
2. 溶接継手の種類
応力を伝える重要な溶接継手としては, 「突合せ」と「すみ肉」溶接がありますが,水道用鋼管現場溶接には「突合せ溶接」が用いられます。
溶接方法としては, 裏はつりを行い, 両面溶接を行う方法が最も理想的ですが, 管の口径や現場状況によっては, 両面からの溶接が困難な場合があります。このような場合には, 裏当金を用いて行う片面溶接方法かもしくは裏波溶接棒を用い裏波ビードを出す片面溶接方法のいずれかが採用されます。口径800mm未満では, 管内面からの作業が困難のため, 外面から裏波溶接を行います。
突合せ溶接継手の強度は, 十分な溶接設計と作業管理の下で溶接作業が行われるならば, いずれの溶接方法でも強度上何ら問題はありません。
3. 溶接開先
溶接開先とは, 良好な溶接施工性や溶接品質を確保するために事前に溶接部に対して施す加工・形状を意味します。鋼管を溶接する場合の開先としては, V型内開先(800mm 以上の大口径用), V型外開先(管内面からの作業が困難のため800mm未満の小口径用), X型開先(大口径・厚肉用:800mm以上で板厚が16㎜以上)などがあります。
鋼管の開先形状は, 管口径と板厚および管の材質等によりさまざまな種類に分別され, それぞれ標準開先が設けられています。以下に普通鋼管とステンレス鋼管における突合せ溶接の標準開先および許容目違いを示します。
(1) 普通鋼管の標準開先
鋼管の突合せ溶接には, 両面溶接, 片面溶接ならびに片面裏当溶接があります。表-1に普通鋼管の標準開先を示します。
(2) ステンレス鋼管の標準開先
ステンレス鋼管における突合せ溶接では, 初層および2層をティグ溶接にて行うため, 比較的大きいガスノズルでガスシールドしながら溶加心線を運棒する必要があります。また,
ステンレス鋼の線膨張係数は普通鋼の1.2×10-5/℃に対し1.73×10-5/℃と大きく, 溶接の進行に伴って開先部温度が高まるにつれて開先が狭まることから,
開先角度を普通鋼管より大きくしています。
図-1に700A以下におけるステンレス鋼管の標準開先を示します。
(3) 開先部の目違い
普通鋼管における開先部の目違いは, 表-2に示す値を超えないようにします。ただし裏波溶接を行う場合の目違いは, 最大でも1.5mm程度とするのが望ましいとされています。
| 溶接条件 | 開先形状 | 溶接方法 |
|---|---|---|
| 呼び径700A以下 |  |
外面からの裏波溶接 |
| 呼び径800A以上 板厚16mm未満 |
 |
両面溶接 (内面溶接後裏はつり外面溶接) |
| 呼び径800A以上 板厚16mm以上 |
 |
両面溶接 (内面溶接後裏はつり外面溶接) |
| 呼び径800A以上 (外面作業不可能および自動溶接採用時) |
|
内面裏当溶接 (自動溶接の場合の開先角度は試験等により最適な角度を決めるものとする) |
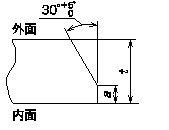 t:厚さ
t:厚さ
a:2.4mm以下
図-1 ステンレス鋼管の標準開先
| 溶接区分 | 周 継 手 | |
|---|---|---|
| 板厚(mm) | 許容値(mm) | |
| 両面溶接 | t < 6 6 ≦ t < 20 20 ≦ t < 38 |
1.5 0.25t 5 |
| 片面溶接 | t <6 6 ≦ t < 20 20 ≦ t < 38 |
1.5 0.25t 4 |